
Можно ли сделать профнастил (гофролист) самим из практически любого листового металла по своим размерам листа, шага и высоты волны у себя на даче ?
Ведь автоматизированные станки стоят от 2 миллионов рублей,а ручные от 70-100 т.руб.
Есть выход !Ручной станок для мини производства индивидуальных изделий !
Себестоимость образца не превышает 2 т.р.
Вес станка 40 кг. Перевозится в легковом автомобиле .
Габаритные размеры – 1300 мм × 900 мм × 350 мм
Листы для формовки тоже можно перевезти в рулоне не используя грузовик .
Станок может изготовить слесарь-сварщик низкого разряда за 1 день + наладка.
Возможность перепрофилирования станка до "фальцезагиба"



Используемые материалы и комплектующие.
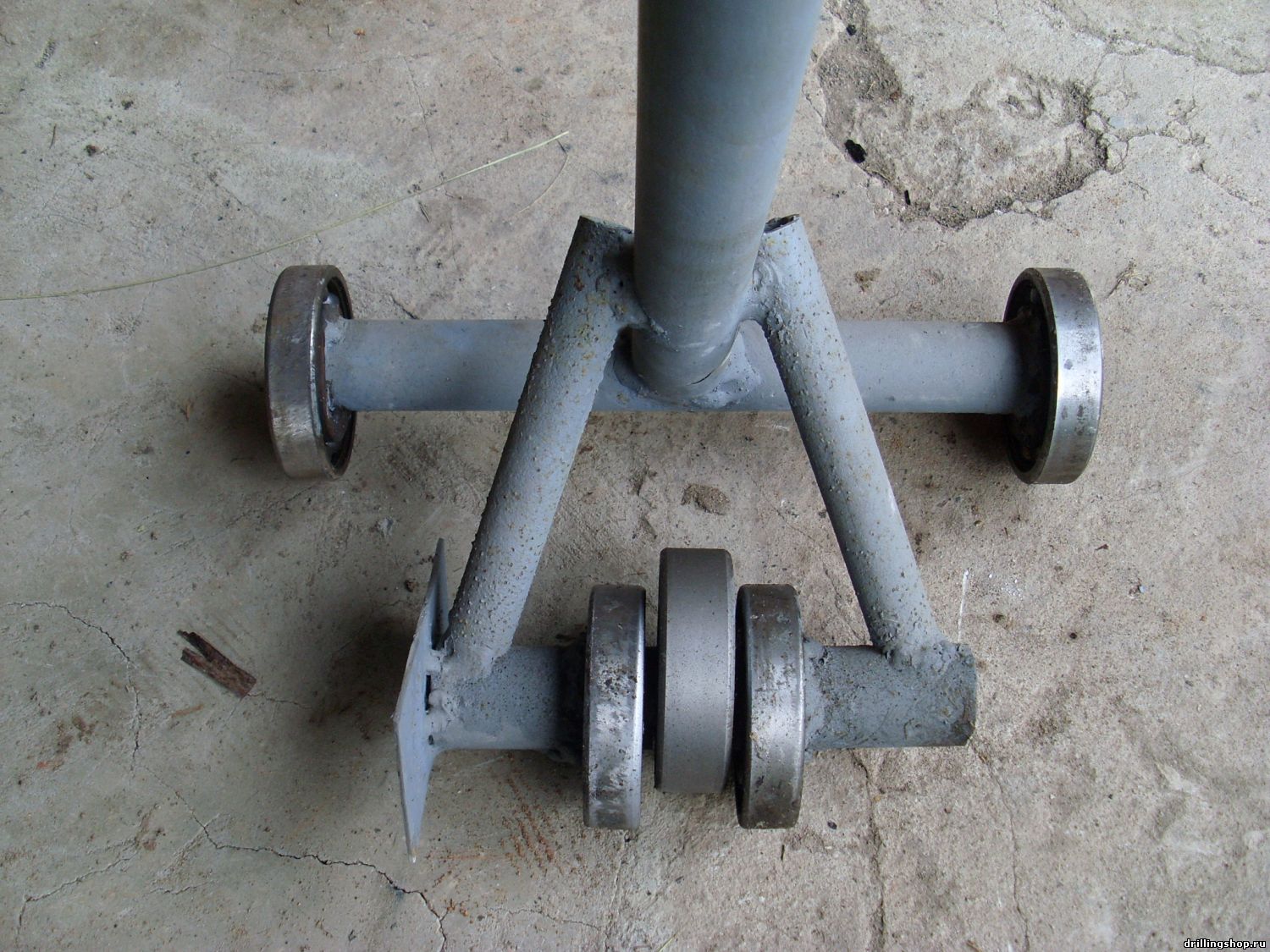
Каретка:
1 Подшипник – Внутренний диаметр 40 мм., внешний 80 мм.,ширина обода 15-20 мм.( прим. z 208 полузакрытый для облегчения смазки)-4 шт.Средний подшипник подбирайте под треб.размеры волны(можно установить два или три ,увел. тем самым ширину волны) .Формовочные подшипники требуется зафиксировать эксцентрично(сварка -быстрый и доступный ,но требующий аккуратности и опыта) или закрепить на вал выполненный токарем,или др. варианты)
2 Труба 1" – 1 метр (ручка),25 см(верхний вал) и 15 см(нижний вал).
3 Направляющая пластинка.
Станина 1350мм ; (под ширину листа 1250 мм.)
Рекомендую сделать станок под популярный размер листов(1м х 2м)
1 Уголок "32" , 1200 мм – 4 шт.(для верхних направляющих каретки)
2 Уголок "25" , 1200 мм – 2 шт.(для формовочных направляющих в низу станка)
3 Труба 1" или "32" для образования "скелета" станины – около 3 метров.
4 Уголок "32" для изготовления направляющей подачи листа и выхода профнастила под прямым углом.
5 Арматура ,полоса или др. погонный прокат – около 3 метров.
6 Электроды и ваше желание !
P.S. Для большей ликвидности Вашего микро производства листы рекомендуем приобретать на заводах или базах в рулонах по весу .
Договорившись о хорошей скидке или приобретая товар по бросовой цене ,Вы можете рассчитывать на прибыль 80-100 %
Рекомендуемая толщина листового формовочного материала 0,4-0,5 мм.
Станок для профнастила давно уже перестал быть инструментом исключительно для промышленных целей. Стан такого рода сможет изготовить любой желающий, затратив, при этом минимум средств и используя максимум подручных материалов.
Как различаются между собой станки?
Согласно технологии, металл может быть подвержен двум типам обработки: холодной и горячей. Однако все, без исключения станки обрабатывают металл исключительно при комнатной температуре. Этот фактор существенно удешевляет производство и делает станок сравнительно безопасным для операторов.
Автоматизированные прокатные станки
Станок такого рода представляет собой не отдельное устройство, а линию производства профнастила, соединенную в определенном порядке. Среди участвующих в процессе выработки устройств можно выделить:
- Разматыватель бухты;
- Прокатный стан;
- Ножницы;
- Система автоматического управления процессом;
- Приемное устройство.

С помощью такой конструкции можно создать любую геометрию профиля и получить высококачественный материал без перекатов и неровностей. Следствие этого – практически полное отсутствие брака. Единственный минус автоматизированной линии – это ее высокая цена. Позволить себе устройство такого рода сможет лишь профильная организация. Приобретать линию для личных целей не имеет смысла, так как она попросту не оправдает затраченных средств.
Передвижной станок для профнастила
Передвижные станы выбирают для себя в основном строительные бригады, постоянно работающие на различных объектах.
В своем большинстве передвижные станки устанавливаются прямо на стройплощадке, при работе над крупными объектами. Так, например, обшивая профлистом ангар, можно будет существенно сэкономить на транспортировке металла.
Ручной прокатный стан
Ручной станок для профнастила применяется в основном для небольших производств. Изготавливать гофрированные листы можно без использования электричества, так как ключевую роль в этом процессе играет исключительно физическая сила операторов.

Однако на таком стане целесообразнее будет работать с обыкновенным оцинкованным профилем. Металл с полимерным и лакокрасочным покрытием на них не обрабатывается.
Еще одним преимуществом ручного стана является простота его сборки. Сделать такое устройство для собственных целей сможет любой желающий, умеющий безукоризненно выполнять предписания инструкции.
Процесс изготовления стана
Прежде чем начинать работы по изготовлению ручной линии производства профнастила, необходимо запастись следующим набором инструментов:
- Сварочный аппарат;
- Болты, гайки и швеллера;
- Металлические трубы и уголки;
- Петли и шарниры.
Все компоненты с легкостью можно найти в любом строительном магазине по сравнительной низкой цене. Однако прежде чем приступать к непосредственному изготовлению, важно хорошо разобраться со схемой, на основании которой и будет собираться станок.
Подготовка заготовок
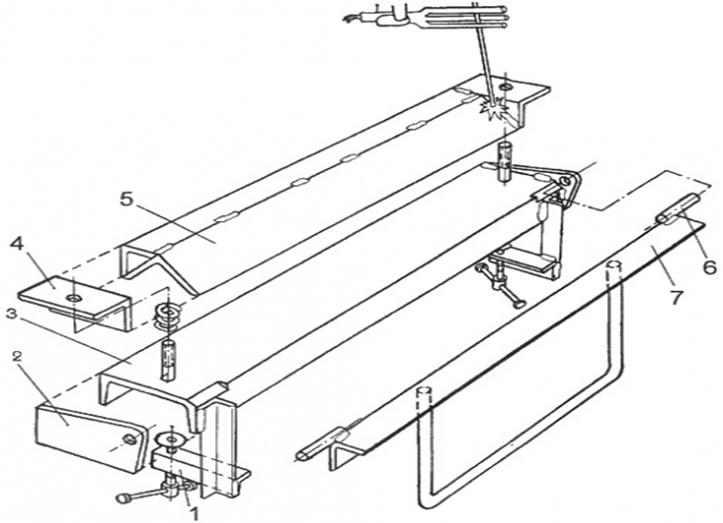
Конструкция самодельного листогиба состоит из нескольких элементов: основания устройства, прижима и пуансона, на котором будет крепиться ручка-рычаг.
Сначала необходимо подготовить основание. Для этих целей лучше всего взять швеллер – легкий и, в тоже время, прочный металлический профиль, имеющий П-образную форму.

Длина такого основания – не более 500 мм для металла маркировкой №8, которая обозначает расстояние между внешними гранями швеллера. Аналогичный профиль должен выбираться и для изготовления прижима, однако здесь будет достаточно швеллера №5. При этом следует учитывать и тот факт, что прижим должен быть немного короче основания – хотя бы на 50-70 мм.
Крайне серьезно следует подойти и к выбору материала для пуансона – элемента конструкции, с помощью которого и будет осуществляться штамповка металла. Для него предпочтительнее выбирать металлический уголок №5. Из такого же уголка будут выполнены и щечки листогиба, представляющие собой боковые стороны изделия.
Далее, на расстоянии 30 мм от концов основания высверливаются два отверстия, диаметром около 8,5 мм. Именно в них впоследствии будут установлены винты струбцины для того, чтобы закрепить конструкцию.
Процесс сбора конструкции
Подготовив все компоненты, можно приступать и к непосредственному сбору изделия. Изначально и основание, и пуансон складываются воедино и зажимаются в тисках для того, чтобы избежать перекоса. Однако для того, чтобы облегчить дальнейшую установку крепежных элементов, по торцу пуансона рекомендуется снять фаску длиной около 30 мм и параметрами 7х45°.
Далее на ось пуансона необходимо надеть щечки, закрепить которые можно посредством сварки или с помощью нескольких саморезов. Однако прежде чем окончательно монтировать прижим, рекомендуется провести несколько пробных гибок тонкого листа металла. После этого, при необходимости, корректируется положение щечек, и они привариваются к торцам основания.
Как осуществить сборку
В процессе установки участвуют следующие компоненты:
- Струбцина – крепежный элемент, позволяющий надежно фиксировать листогиб на поверхности;
- Щечки, являющиеся ограничителем длины металла;
- Непосредственно основание;
- Металлический уголок, с помощью которого будет крепиться конструкция;
- Прижимная балка;
- Ось пуансона, с помощью которой будет осуществляться его движение;
- Сам пуансон.
Завершающий этап – стационарное крепление прижима, в котором рассверливаются отверстия размером около 8,5 мм. После этого прижим крепится к основанию болтами, а шероховатости спиливаются с помощью болгарки. Сделать это необходимо для того, чтобы избежать появления неровностей и шероховатостей на готовом изделии.
Практическое изготовление листогиба
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
